



想要更直观地了解螺旋管【焊管】品控严格产品吗??产品视频,带你走进产品世界
以下是:螺旋管【焊管】品控严格的图文介绍

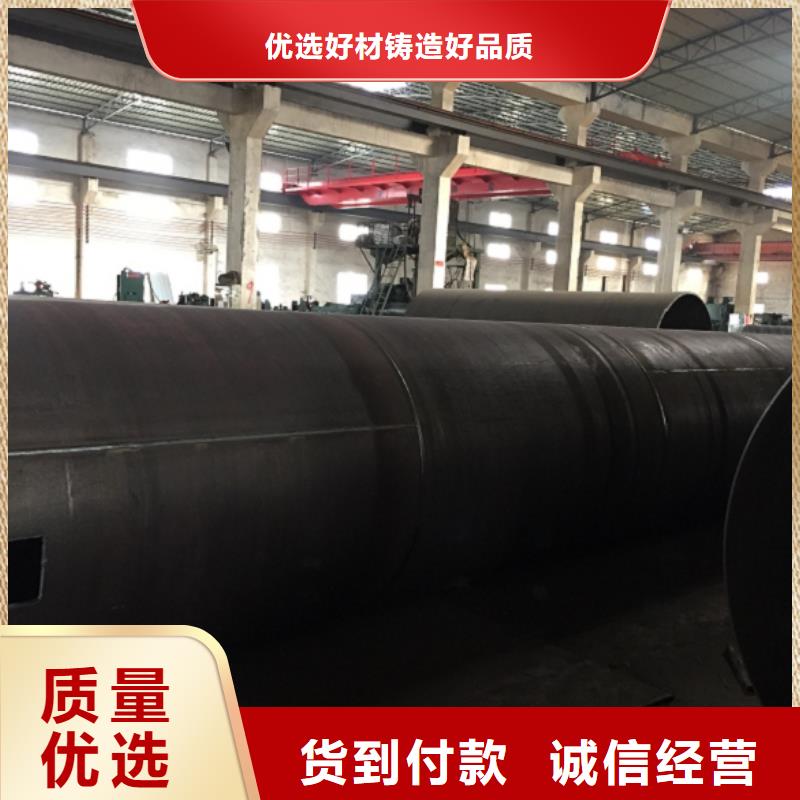
螺旋管生产工艺分析:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、四川乐山附近剪边、四川乐山同城刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。


做为向工业强国迈进的中国来说,各项技术要求也逐步提高,螺旋管是中国工,农业建设中不可缺少的主力军,各行各业对螺旋管的技术要求也越来越严格,相对于生产来说螺旋管各方面护理工作也要提高。
螺旋钢管的存放方法,会影响它的使用寿命
螺旋钢管是以螺旋钢卷为原料制成的螺旋焊缝钢管,其经常被加热和挤压,并通过自动双丝双面埋弧焊工艺进行焊接。 螺旋钢管将带钢送入焊接管单元。 在经过多辊轧制后,将带材逐渐卷成具有开口间隙的圆形管坯。 调整压辊的缩径以将焊接间隙控制在1?3mm,并使焊点的末端平齐。



螺旋钢管的主要技术特点:
在成型过程中,钢板均匀变形,残余应力小,表面无划痕。 加工后的螺旋钢管在直径和壁厚的尺寸范围内具有更大的灵活性,特别是在生产高品质厚壁管,特别是中小直径厚壁管时,具有比其他工艺更具优势并且可以 满足用户。 对螺旋管的规格有更多要求。
采用先进的双面埋弧焊技术,可在较好位置进行焊接,不易出现错边,焊缝偏斜,熔深不完全等缺陷,易于控制焊接质量。
钢管100%质量检验,使钢管生产全过程得取得有效检验和监控,有效保证了产品质量。
整个生产线的所有设备都具有与计算机数据采集系统联网的功能,以实现实时数据传输,并从中件控制室实现生产过程的技术参数。



工厂直供,规格齐全,超大仓储,量大从优,加工,24小时咨询热线
为什么选择我们
直供
质量好
规格齐全
超大仓储
贴心服务
用心做好 四川乐山螺旋管,服务好每个客户,质量可靠,严格把控经久耐用,放心购买。诚信为本的服务理念赢得广大客户的信任和好评 ,公司重信用,守合同保证产品质量。



在将管坯的两个边缘加热到焊接温度之后,在压辊的挤压下,形成普通的金属颗粒,使其渗透并结晶,从而后面形成牢固的焊缝。 如果螺旋管的按压力过小,则共晶数变少,焊接金属的强度降低,施加该力后会产生裂纹。 如果按压力太大,熔融金属会从焊缝中挤出。 不仅降低了焊接强度,而且产生了大量的内部和外部毛刺,甚至引起诸如焊缝的缺陷。
使用螺旋钢管的质量要求:立管的垂直安装每米应小于3毫米,水平安装应小于1毫米。支管不得在焊缝处焊接,应避免在弯头处焊缝。焊缝要求平直,焊缝饱满,并且焊缝表面没有烧伤或开裂。

